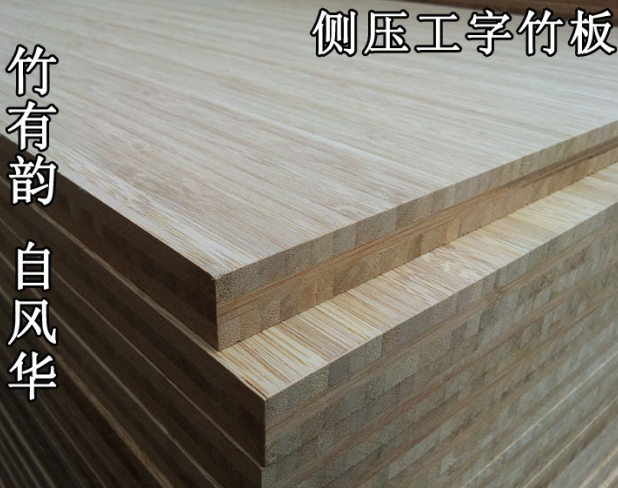
竹板加工工艺竹板材生产工艺
竹板加工工艺,桃花江竹板生产工艺,如今竹材已经成为应用广泛的装饰装饰材料,随着人们对竹木品质要求的不断提高,桃花江竹材不断加大科研开发力度,与科研院所通力合作,不断总结和解决生产过程中的发现的工艺难点,一点一滴的提高竹板加工工艺和生产技术水平。桃花江竹材是我国高品质竹集成材供应商。
竹板,竹板材加工成品需要经过一些技术工艺环节,很久以前人们加工竹板的方式采用手工技术工艺,这种工艺现在几乎淘汰了,所以这时候需要一种新技术来代替人工加工竹板的局限性。现代竹板材加工的技术主要是以高新竹材加工设备为主,现代竹板材生产技术主要生产设备有:要产品包括:线条异型砂光机、边缘仿型砂光机、圆角砂光机、童床砂光机、木塑砂光机、双面刨竹机、重竹生产设备、竹地板设备、竹凉席设备、竹制品专用砂光机等,通过这些设备把竹子加工成板,下面小编讲解有关东莞一家竹板材厂家加工竹板的主要生产技术及工艺流程如下:
一、选竹龄,竹龄不是越长越好,越短越好,而是要选择合适的竹龄的竹子,一般湘楠竹板材选购5-6年竹龄的楠竹,杆形要直、圆,且较粗,过弯的要人工校直,以提高出材率。如果小于5年的竹子其细胞内含物的积累尚少,纤维间的微孔隙较大,在干燥后易引起变形,制成品干缩湿胀系数大,几何变形也大,故不宜选用;竹龄过大大于5-6年竹龄的竹子在干燥后,硬度过大(含硅量增加) ,强度开始降低,对刀具损伤也大,故也不宜大量选用。因此对竹集成材或其他竹装饰板材而言,需选用竹龄5-6年的楠竹 眉径离地1. 5m 处、 在10cm 以上的竹子。
二、将竹子材料放入设备,首先将处理竹子装入罐内,然后将罐门合上、关紧。具体操作如下:
1.首先试合罐门、观察罐门法兰与罐体卡箍圈上下左右两平面是否平行并及时调整。
2.确认平行后,启动液压系统旋合卡箍圈(注意:一定要使罐门法兰与罐体卡箍圈相吻合,并检查丝杆机构上的行程开关是否完好,才能启动液压站或启动闭门器。
3.竹子材料真空作业:罐门关好后,打开真空阀门,并关闭其它所有阀门,开始真空作业,并保持真空。
4、竹子材料加压:真空作业后,利用负压进行吸液,根据不同的材料、标准进行加压。
三、竹条的软化 竹材组织致密,材质坚韧,其抗拉强度和弯曲强度很高[ 3 ] ,对竹条进行软化处理使竹条易于弯曲定型。通过对高温(160 ℃) 快速加热、化学试剂润胀和叠捆微波加热等几种软化方法分别进行尝试,均能使竹条有效地软化,易于实现弯曲成型。本试验选用高温快速加热法。由于竹材中含有较丰富的抽提物,影响竹材的耐久性和易导致霉变,因此. 须对竹材进行防霉处理。根据软化方法的不同,可在软化前或软化的同时去除抽提物,提高竹材的耐久性和防霉变性。
四、胶合固化 竹集成材用的胶压设备常采用蒸汽加热的双向压机,也可采用高频加热的双向压机。由于竹材的导热系数比木质材料略小,因此其热压时间应略长于木质材料。热压温度与木质胶合板相同,热压压力可视竹片的平整度而异,且与压机的操作顺序有关,一般比木质材料稍大。冷压胶合工艺与木质材料冷压工艺相近,只是前者采用的压力较大。在生产过程中要作好原料,工艺条件及产品质量检查工作,应经常检查单板含水率、胶液粘度、涂胶量及胶压条件等。还需定期检测坯件的尺寸大小,形状及外观质量;并按标准测试各项强度指标。
五、竹条的弯曲成型 将软化后的竹条弦面层叠,再用细铁丝捆扎成捆。竹条捆在高湿热状态下放入模具中;均匀缓慢加压到竹条捆与模具紧密贴合后与模具一起夹紧固定,然后连同模具放入干燥箱内高温(130 ℃~150 ℃) 干燥。在干燥过程中随竹条干缩量的增加及时紧固模具。保持紧密贴合状态,以使竹条弯曲定型良好。模具的精度对弯曲成型质量的影响亦很大,加压时应保证各叠竹条厚度一致,受力均匀平衡,避免整叠竹条捆扭曲或倾斜
六、弯曲竹条的定型 由于弯曲的竹条存在弹性应力. 需在保持压力的条件下进行干燥定型,将紧固的模具一起放入干燥箱内干燥,在达到预定干燥程度(含水率小于10 %) 之前保持压紧状态。干燥完毕,将竹条捆连同模具取出,待竹条捆完全冷却后松开模具。此外,也可采用急剧冷却方式定型,但后续干燥易产生一定量的回弹,定型后的形状不十分准确,可用于对弯曲形状要求不高的场合。定型后取出弯曲的竹条捆,按层叠的顺序编号,以便层积胶合时按原序组坯。
七、竹条板的组坯胶合 竹材胶合常用胶粘剂有酚醛树脂胶和脲醛树脂胶。对胶合完毕的弯曲竹条板进行刨削和定厚砂光加工,备用。
八、层积胶合 以弯曲竹条板作为弯曲竹材集成材的构成单元,通过对竹条板的胶合面涂胶、组坯,采用集成材专用胶以冷压胶合的方式制成一定规格尺寸的弯曲竹材集成材。
九、素板下料 素板锯裁时,操作人员应首先细阅开料图及相关配套的尺寸下料表格,然后进行加工。素板零部件加工余量:长度方向取10mm~12mm ;宽度方向取8mm~10mm ;锯割后的板材应堆放于干燥处。
十、板件定厚砂光 进行板件定厚砂光,要求板块两面砂削量均衡,以保证基板表面和内在的质量。板件在砂光中,要求每次砂削量不得超过1mm ,砂光的的板件厚度公差应控制在±0. 1mm 范围。板件铣边首先进行纵向的加工,然后再进行横向边的加工。在进行横向边加工时,应适当减少切削量,降低切削量速度及进给速度。加工完毕的零部件长、宽度的允许公差为±0. 1mm~0. 3mm。

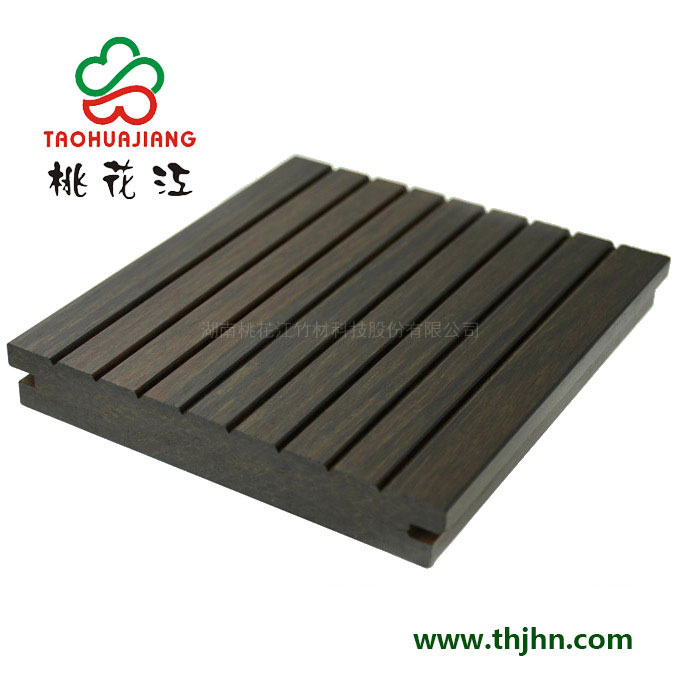
以上十个工序一一讲述了有关桃花江竹板材加工主要生产技术及工艺流程,原生态竹子料如上的工艺处理之后加工成竹板材,具有古朴高雅的色泽与纹理,可以替代高品质硬木,被广泛的应用于各种户外、室内内的景观装饰中,如家庭室内、花园、广场公园、泳池、码头、亲水平台等场所,成为现代大都市生活中一种少见的人造自然景观。
《桃花江手机官网首页》
产品推荐



相关文章
|
·流行新趋势:竹子的硬度可以替代钢(09-28) |
·竹子的精神(05-30) |
|
·竹材能替代木材吗?(05-30) |
·竹子年龄和竹子材质关系(05-30) |
|
·楠竹特性和环保(12-23) |
·竹材知识和竹材用途(12-22) |
|
·竹材性能和竹材分类(12-22) |
·桃花江竹材的特性及环保应用(12-22) |
|
·南方民间竹子的主要用途(12-22) |
·桃花江竹材5大优势(12-22) |
分享文章
热点文章推荐
·世界与竹(12-22)
·如何恰到好处的使用竹材打造环保室内(03-29)
·桃花江竹材5大优势(12-22)
·户外竹材介绍(12-22)
·竹子,竹子图片,竹子分类,竹子怎么养(12-21)
·竹子的种类(12-21)
·竹材的价值(12-21)
·建筑竹材 装饰竹材 建筑装饰竹材(12-19)
·竹材设计 竹材应用 竹材特性(12-18)
·桃花江竹材—传承古典文化(12-22)
·竹材应用—桃花江竹制品(12-22)
固定电话:(+86) 0731-8586-4648; 手机:189-3241-1903; 传真:(+86) 0731-8586-4748; Email:bamboothj@126.com;
网站备案:湘ICP备16002771号-3; 版权所有:湖南桃花江竹材科技股份有限公司; Copyright 2004-2034 chinathj.com All Rights Reserved.